
ժҪ������ʱ������С�� “һ������”����Ҥ�ս�ש���գ���������Ҥ¯��˾���豸��ҵ���������ƺͼ��㣬���ཨ�跽ʽ�����ڽϴ�ļ�������ʧ��ķ��գ�������Ͷ��������ﱺ��Ҥ¯ϵͳ���м���ȱ�ݣ���Ϊ�����Ʒ�����ײ�����Ҫԭ�������“һ������”�����У��ֲ���һ����������Ҥ��������������Ҥ��“��ƽ����ﱺ��”��ʽ�����Ʒ�����Ͳ������վ��ߡ����⣬���������ҵ�����ʽ����ƣ�������ѡ���Եķ�Ϊһ�ڽ������ڽ��裬ʹ�ý��ɺ������߹��ա��豸���ܡ�Ҥ¯�ṹ�����ܺ�˳����ʵ���ղ���Ҫ��������Ԥ��Ŀ�꣬����Ҳ���ܴﵽ���ұ�ָ�꣬���������ɱ��ߣ���ҵЧ����¡������ս�ש������Ⱦ������Ҫ����ϸ����ƣ�����Ҥ��������֯�ŷţ���Ҫ������������ʩ�����������м���������Ҥ¯�ȹ�ϵͳ��˷����ı䣬����ͱ����ܵ�Ӱ�죬�ڴ�״���£���ҵ�ֲ��ò������ʽ𣬽��зֲ��������졣��ͷ���۽�����̺ͼ���������ߣ����������ơ��ֲ���������ķ�ʽ��Ч�����ѣ���ʧ���ɱ�������Ϊ���ص��ǣ���ҵͨ������������γɵĹ��գ����������ͨש������ģ�Ͳ�Ʒ���εȷ���ļ������ۣ���Ȼ���ܴﵽ���ʡ��(����ʡ)����ǽ�����Ŀ¼�С��أ��У���������Χ��“������չ��”��Σ���ҵ����������ԶԶС��8000��飨�۱�ש���Ĺ涨Ҫ��ʹ����ҵ��ģ��Ȼ���������ˮƽ�ķ��롣
�ؼ��ʣ�Ҥ¯���ṹ���졢��Ʒȱ��ԭ���������ص�
1���ոſ�
����ʡij�ս�ש��ҵ��2011�꽨�ɣ��ƻ������ģ�ﵽ5000����ս���ͨש������“һ������”����Ҥ���գ���Ҫԭ��Ϊ��������������ɽ����ú��ʯ��ҳ�ң�ԭ���Ʊ����п���ʽ�ѷţ��������ˮ������50��˫����ջ�ש�����ͣ��������������������ͣ��˹�����Ҥ�������ʪ����Ҥ����2����ͣ�߾�ͣ��2����ͣ������ܹ�ͣ��Լ65��Ҥ�������ڲ���2����������Ҥ��1����������Ҥ��“��ƽ����ﱺ��”��ʽ��ʪ����ͣʱ�����ޡ�
���﹤���У�����һ����������Ҥ���������Ϊ2.8�ף�������Ԥ�ư�ƽ��������Լ99�ף�����Ҥ��34�����뱺��Ҥ������ͬ������Ҥ����̨16�����ķ������������Ҥ��ȫ���������룬�ȷ羭����Ҥ�����֧�̵���21�Թ���բ��21�Թ���������Ҥ�ڡ��������Ҥ�ڵ��ȷ������٣���Ҫ���ڹ���բ���ȷ�������Ҥ�ڵ�·���ϳ���ֱ��������ӣ������Ӵ��ȷ����ٽ��͡�
����Ҥ�ڣ�Ҥ����Ҥֱǽ֮�䣬������ֱǽ���⣬û������Ҥ��ɳ����ܷ⡣����Ҥ���ˣ���Ȼ�����ܱ��ţ�Ȼ����û��ɰ��ۣ����ڸ���Ҥ�����������Ҥ�ڡ�99�׳��ȵĸ���Ҥ�����¶ȷֲ�����������Ƚ���Ч�ʡ���ʪ�����ŷš��ų���������ȷ�������ڲ���Ӱ�죬û��ɰ��ۣ������ƶȲ��ױ�֤��
��������Ƚ�����������Ҥ��������Ԥ�ư�ƽ�������õ�8�����Ⱦ��ų��̴ѣ��γ���ѹ��ɢ�ų���
���ղ���2����������Ҥ������Ҥ�������Ϊ2.8�ס�Ҥ���ṹΪ60°�����������߶�Ϊ500mm������Ҥ����ԼΪ99�ס�����Ҥ������Ҥ����������һ̨16�����ķ������ȫ����������һ������ҤҤ�ڣ���Ϊ������ʡ�
����ҵ1����������Ҥ��2����������Ҥ��“��ƽ����ﱺ��”��ʽ������Ҥ�ͱ�������Ҥ�Ľ���ʾ���ͼ1��
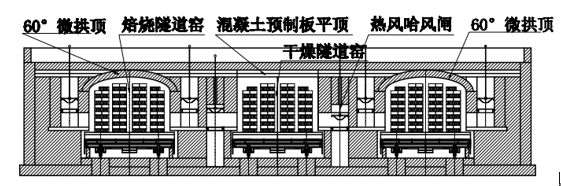
ͼ1 2����������Ҥ��1����������ҤҤ���ṹʾ��ͼ
ͼ1������ʾ��ʪ��ש����ƽ������Ҥ�ڣ�ƽ����ש���ϲ��������ɵĿ�϶����ﵽ0.902�O����ש���ڸ���Ҥ�ڣ��߲���϶��ש��֮���϶��ȫ����϶�������Ϊ2.204�O��ש�ⶥ����϶����ﵽ41%�����ֽṹ���ڲ��õ��̴���ѹ��ɢ�ų���ʽʱ������Ҥ�ڸ�ѹ�ϵͣ�����С�������������������Ȼ���ڲ�������ʧ����ʪ���ܹ����ȸ��ש���������ˮ�ֺ���ȱ���������ܹ�������뱺�չ��յ�Ҫ���ǣ����÷�������ų�������Ҥ�ڸ�ѹ�����ӣ����ֽṹ�У��ϲ���϶����ﵽ0.902�O����ͬһ��ֱͨ�̵������ϸ�ѹ���ų����ã�����������Ƚ����ų�ϵͳ������������ʧ����Ҫ����ʪ�����в������������������ͣ����в�ʪ��������ˮ������ͬʱ�������������ͣ�ȱ����ˮ������Я�����ã��в���������������ƽ��Բ����ṹ�����������ڸ���Ҥ���ϲ����������������������ֲ����أ�������Ҥ�����¶Ⱦ�����ߣ�������ʪ����������ȸ�������в�������
���ڸ���Ҥ�����뱺��Ҥ�����Ҥ���ṹ��ʽ��ͬ��ͬʱ������Ҥȱ��ɰ��ۣ���Ϊ����ҵ���������У�ʪ������ˮ�ֲ������������������ѡ������͵ȵȱ˵ĸ���ԭ��
����ҵҤ�����Ϊ��×��×��=2.9×3.1×0.8�ס�
����һ����յ�“��ƽ����ﱺ��”��ʽ���ԣ������ս���ʱ��Ϊ60���ӽ�1��ʱ������Ҥ����ʱ����Ϊ30���ӽ�1�����������ڽ�Ϊ�������ڵ�һ�롣���ʽ����Ҫ��֤����Ͼ߱���Խ�ĸ������ܡ��ϳ��ľ�ͣԤ����ʱ��ͽϺõĸ����豸��������
�ڴ˹��ջ����ϣ���������������Ч�����ܴﵽԭ�ȵ�Ͷ��Ŀ�꣬����ҵ½��������2�μ������졣
��һ�Σ�ȡ����ԭ���õ�50˫����ռ�ש������Ϊ���������豸��ҵ��75��˫����ռ�ש�����¼��綯��Ϊ250kw����ն�0.07mpa��ͬʱ�����û�е�����������˹�������ʽ�����������Ч�ʡ�
�ڶ��μ������죬�����ս�ש������Ⱦ������Ҫ����Ҥ������Ҫ����֯�ŷţ�������������ʩ�����������м����������ŷš������ʩΪ���ڸ���Ҥ�����ϣ���8����ѹ�ų��̴ѳ���ڷ�£�����7���̴�֮�䣬�����̵�����7���̴Ѳ�ǽ������������������ԭ�̴ѵ������̵����ٽ���������18�����ķ���������ɷ���������������д������ŷš�
���ĺ���û�е���������Ҥ������ͨ�ս�ש���ö�ѹ7����ʽ������4×4=16�⣬����߶��13�㿪ʼ����������ʹ��ש���ϲ������뱺��Ҥ�������ξ�����ϣ�����ש����Ҥ��֮��ļ�϶�����ⱺ��Ҥ���ϲ������ֲ㡣ÿ��Ҥ����ͨש��������Ϊ3028�顣
���μ���������̣�û���漰Ҥ¯�����治һ�µĸ��죬��Ȼ�����˸���ҤΪƽ��������ҤΪ��������ʽ��
���Ӽ����ų�������������ĸ��ﱺ��Ҥ¯ϵͳ��ͼ2��
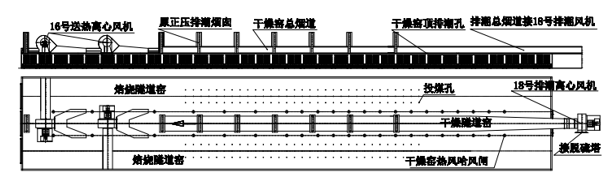
ͼ2 2����������Ҥ��1����������Ҥƽ����ͼ�ṹʾ��ͼ
ͼ2��ʾ���ڶ��μ����������������Ϊ������ʣ���2̨16�ŷ��ȫ���������Ҥ��������������Ƚ�����ķ���������ͨ��ԭ�����̴���ѹ�ŷţ�������1̨18�����ķ��ǿ���ų�����Ҥ�����������£�2̨16�ŷ��������Ҫ��֤��������Ҥ�Ļ����ٶȡ���������������16�ŷ����ԭ����Ҫ����“�ȱ��ա������”����18�ŷ������������Ҫ��֤���ڶ�ѹ�ܹ��˷�������ϵͳ���������ת�ٲ��ܹ��ͣ����������뿪����Ҥ�ڡ���ˣ����ĺ������У�18�����ķ�������ĸ�ѹ��ҪԶԶ����ԭ����8����ѹ�ų��̴ѳ�����ש����Ҥƽ����϶̫��ʹ�ø���Ҥ�������ֲ�����Ҫ��û�и���ǰ���صö࣬��Ҥ���ȹ�ϵͳ�������Ʋ��ã�����ȱ�ݱ�Ȼ���ӡ�
2��Ʒ�����������
����ҵ��ɼ��ĺ����������й����У�������ʪ������ˮ�ֲ���������Ҥ������������Ҥ��Ҥ��Ʒ���ѡ���ש������ʱ���ӳ����ղ����������㼼��Ҫ������⣬�������¡�
Aԭ������
�ս�ש“һ������”����Ҫ��ԭ������ָ�����˹��ߣ�����ճ���������ɽ��Ϊ��Ҫԭ�ϣ���Ҫ�������������ú��ʯ��ҳ�ң���������ϵ�����ָ������������ˮ��������������ʪ�����ơ�����������ô���75��˫����ռ�ש��������ѹ���ϸߣ���նȴﵽ0.07mpa���ϣ���ͨשʪ����ʵ�Ƚϸߡ���ʱ���������ϲ����У��������ϲ�����١����������ϸ�Ƚϴ֡�����ϲ����ȣ�ʪ����ۺ���ʵ����Ȼ�Ϻã����ǣ������������ʵ�������ˮ�ٶȻ�����ʪ���������¼���ƫ��ʱ����Ȼ���ܱ����ڸ���Ҥ�ڳ������ƺͶ�������
�����У�����ɽ�����ɺ���绯ʱ��϶̣�������������ʹ�ã�����������ש����ô��ʪ���Ƚ����ײ������ơ�

ͼ3 ����ɽ���Ŀ��ɼ�����
ͼ3��ʾ������ҵ����ɽ��ԭ�ϣ����ڽϸ�����ָ����ճ����ԭ�ϣ�����������ש��������“һ������”���գ��������˸���ҵ1����������Ҥ��2����������Ҥ��“��ƽ����ﱺ��”��ʽ�����ң�����ҵԤ��ľ�ͣ���ܹ�ͣ�ŵ�ʪ��Ҥ���������ޣ�����Ԥ���㹻�ij�λ��ʪ���ľ�ͣʱ��϶̡���ˣ�ʪ���������Ҥ֮ǰ��ʪ����ˮ��ˮ�־��������ò����ԣ�����������ٸ����Ҫ������Ч�ؼ���ʪ����������
B��������
����ҵ���������е��������Ϊ��ѹ7����16�⣬����߶����13�㣬�м��������14�㡣�����㼰������ש����Ҥ����϶����ﵽ0.902�O������߶���Ҥֱǽ����Ϊ240mm���ֲ���϶�ﵽ300mm��ʪ���ڸ�������Ҥ�ڣ�����������������������������в�����ͼ4��

ͼ4 ����Ҥש���в���������
һ������£�ʪ���ڸ���Ҥ�ڿ����ĸ���ԭ�����ڸ���Ҥ�ھֲ�λ�ø�������¶Ƚ��͡�ʪ�����ߣ��γɱ��������������������²�ʪ��������ǿ��ɥʧ��ʹ���������
��ͼ4��ʾ����������༯����ש�����²��������������²�����ʪ�Ƚϸߡ����ͼ1���ﱺ������Ҥ�ṹ����������ڸ���Ҥ�ڵĶ������ȹ����У���������������ƽ��֮��ļ�϶�ϴ�����С������������ֱǽ��϶�ϴ��������ϸ���ʹ�������ϲ��ĸ���������ٿ죬���������²�������ƫ��ʹ�ø��������������ʪ������ͬ������ֽ������ٲ�ƽ���������ٿ�IJ�λ�������ܹ������ṩ������ʪ�������Ƚ�����ͬʱ���ܹ����ɽ϶��ˮ��������ʱЯ���ų�����������������λ�ã����������͡�����Я�����������٣���������ʪ�����µ�Ҫ����Я��ˮ�����������ϵ͡�����Ҥ�����ƶ���������ˮ�����������ӣ������������²�����Ӱ�죬ˮ�������ܼ�ʱ�ų�Ҥ�⣬������¶��ʪ��ǿ�Ƚ��ͳ��ֿ�����
���������У���Կ������ϴ������⣬������ȡ����1̨8�����ķ��������������ֱ�����˸���Ҥ�����˵�7��λ��ϣ�����������Ȼ���ô�ʩδ�ܴ�Ч�����⣬�ڸ���Ҥ�ϲ����̵��ڣ��ֱ�����3̨5�����������ֱ�Ӷ�Ҥ���ڳ������н�����ţ���Ȼ�ܹ�����ʪ���������ܱ������ˮ�ֵ�ƫ�ߺͲ�����״�������ڶ����ĺͷ��ҶƬĥ�𣬽��ѳ���ά�֡�
��������Ҳ�������й���ϸ���йأ���ճ���������й��Ͻ���ʱ��ʪ��������ʪ��ǿ�Ƚ��ͽ϶࣬��������
C���ƶ�ש
ʪ�����ƶ����ͱ���Ҥ��Ʒ���ƶ�ש�IJ�������Ҫԭ����ʪ��������ˮ�ٶ�ƫ���йأ��ⲿ��ȱ�ݣ������϶�ļ��г�����ש������²������ʾ�Ϊ�������¹��������Ȳ�������ˮ�ٶ�ƫ����ɡ�
�ڱ�������Ҥ�ڣ�������Ʒ�������ƶ�ש��������ҤҤ���������²��������ˮ��Ҫ������������λƫ�ߣ��ڹ涨�Ľ���ʱ��ͱ����ƶ������£����²�������������¹����������µ���Ʒ���ƻ���ѡ�������Ʒȱ�ݣ�������Ҥ�����ڸ���������Ѿ����ڴ���ȱ�ݺ������ı��չ����н�һ����չ�Ľ����ȱ�ݲ������������ԡ�
�������ƶ�������Ʒ���ƶ�ש����ȱ�ݲ�����ԭ�������ԭ���漰��������ܡ�����������������Ҥ���ȷ��棬Ӱ�����ظ��࣬�����ѶȽϴ�
����ҵʪ�����ƶ�������Ʒ���ƶ�ש��ͼ5��

ͼ5 ����Ҥ��ש�ͱ���Ҥ��ש
ͼ5��ʾ��ש������Ʒ���桢�������ƽ�Ϊ�ձ飬���ֶ�ש����Ʒ�ʽϸߡ�
����ҵ����Ҥƽ���ṹ��ʹ�ø���Ҥ�ڽ������ٲ�ƽ�⣬����������ϲ������ٿ죬�������²�������������һ�����ȵĸ���Ҥ�ڣ���ζ����ͬ��������ϳ��ֲ�ͬ�����ָ����¶����ߣ���һ���Ľ���ʱ��涨�����£��������²�λ�õ�ʪ�������ָ����������̵�����Ҥ�����е�����Ҥ���´����Ʊس����������¹������Ȳ�����ˮ�ٶ�ƫ�죬���ϻ���ϸ������ܡ�������ͺ�����ء����ʽӴ������С���������ٿ������ء����ȴ��ʺ�������ɢ��ƽ�����أ����������ʼ�����ֲ����������ֲ�ƽ�����أ����������¹������Ȳ������±��Ρ����ѺͶ�����
�ڱ��չ����У��������²�λ�õ�ʪ��������������̣��뱺��Ҥʱ��������ˮ��ƫ�ߣ�����������Ͷ������壬����ˮ�ֽϵͣ�������ͬ�Ľ���ʱ�䱺�գ����²���Ʒ��ϸ߲���ˮ�ֵ�ԭ��ͬ������ֱ������¹������Ȳ���������Ʒ���Ρ����ѺͶ�ש����
�Ƚ϶��ԣ���ֹ����ͱ�����Ʒ���ƶ�ש���ѶȽϸߣ���Ҫ��ϻ����������������������¶ȡ����٣�����ο��ƣ��������ڵ��������忼�ǣ�����ȡ�ýϺõ�Ч����
D��������
һ�������£��ս�ש��ҵ���������ߵ͡�Ч��û��������ɸ�������ȷ������������Խ�ߣ����ש��������Խ�ߣ���ҵЧ��Խ�á�
����ҵ���μ������죬��Ҫ����˫����ռ�ש���ͻ�е�����������˸���ƽ��Ҥ�ͱ��չ���Ҥ�IJ�ͬ�ṹ��ʽ������ͬҤ���ṹ�������У������Ʒ��Ʒ�ʽϸߡ����⣬��������ɽ�����Խϸߡ���ͣ��λ���١� “��ƽ����ﱺ��”��ʽ�����˸������ڽ϶̣�һ������Ҥ��������ԭ��������ģ��
ͼ1��2�У�2����������Ҥ��1����������Ҥ�ṹʾ��ͼ��ʾ������Ҥ�ķ����֧�̵�������բ��ʽ��û�н��б䶯������֧�̵���������21�Թ���բ��ʹ�ø�����ʽ���֧�̵�����Ҥ��������ߣ����ٽ��ͣ����϶��������ų������ʷֲ����أ��������������ߣ�������̽���ʱ�䣬���������Ƶȸ���ȱ�����ӣ�����Ч�ʽ��͡������������Ͷ�������������߽���ʵ�����3000����ս���ͨש�IJ���Ҫ�������ʱ��ԼΪ45���ӣ����ս���ʱ��ԼΪ90���ӡ�����������߲�����Ŀ��δ��ʵ�֡�

��Ȩ���У�������ŷ����ҵ����������˾��
��վ����������֪ʶ��Ȩ���� δ�������Ͻ�ת�ء����ƻ�������
���ĵ�ַ������ʡ֣������ٶ����� ��ϵ�绰��0371-60863533
ԥICP��14017777��-3 Ӫҵִ�� ����ʡ������Υ���Ͳ�����Ϣ�ٱ�����