
文 堂 柏昊仓 湛 蒙
西安力元有限责任公司
序 言
在背离烧结砖合理生产工艺的排放标准的影响下,以及在加气混凝土砌块、加气混凝土板材、轻质混凝土板材等所谓之新型墙体材料的挤压下,烧结砖行业似乎进入了低谷,在墙体材料中也似乎被边缘化了。但是,在国际上烧结砖类产品(包括烧结保温隔热空心砌块、烧结内隔墙空心砌块、烧结地面材料、烧结屋面瓦、烧结装饰材料等)均被公认为是最具可持续发展特质的绿色建材产品。当然这里所说的烧结砖类产品是指经合理选择(或配合)的原材料,经合理的加工处理过程而制造出的性能优异、使用功能完备的烧结砖类产品,而不是粗制滥造的、被西欧同行称之为“垃圾”的未燃尽碳的“黑心砖”。总体说来,国内烧结砖行业的转型升级中,存在着诸多方面需要正视的问题,诸如:对燃料结构(组成)的重新认识、对内燃焙烧原理的重新认识、对原材料形状以及与工艺设备之间关系的重新认识、对环境保护与生产工艺过程之间关系的重新认识、对标准制定与合理生产工艺之间关系的重新认识、对隧道窑合理结构与合理焙烧制度之间关系的重新认识、对干燥室与隧道窑之间关系的重新认识、挤出机配置与整线自动化控制之间关系的重新认识、对不同生产工艺条件下其干燥原理的研发以及对烧结砖类产品全生命周期评价的研究等等,均是我们烧结砖行业目前转型升级中亟待解决的问题。笔者结合多年来在本行业工作中的经验或是教训,抱着对行业发展建言献策的心态,试图从以下几个方面与行业中的仁人志士共同探讨烧结砖行业中目前存在的问题。
一、 燃料结构(组成)新理念,真正实现隧道窑焙烧自动化控制
(一)全内燃焙烧工艺存在的问题
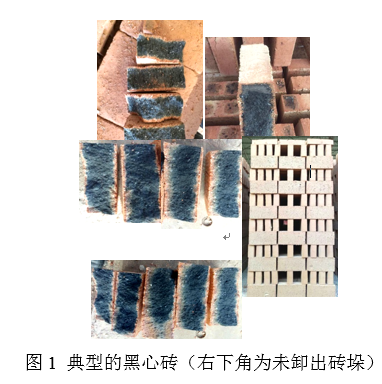
众所周知,国内目前绝大多数烧结砖厂的焙烧方式几乎都是全内燃焙烧(烧结装饰砖、地砖、某些仿古砖生产厂除外)。内燃焙烧分为超内燃焙烧(超过焙烧所需热量)、全内燃焙烧(加入热量刚好满足焙烧所需热量,焙烧过程中边部为调节温度加入少量煤,中部不加煤者亦算为全内燃焙烧)、半内燃焙烧(加入内燃热量为焙烧所需热量的百分比为10~90%,均算为半内燃)。在我国内燃法焙烧自从1959年出现以来,的确为我国烧结砖的发展起到了很大的促进作用,也为大量消纳一些低热值的工业固体废料做出了巨大的贡献。但是,自从现代内燃法焙烧(其实我国早在新石器时期就在居住建筑用红烧土块中加入了内燃料)出现之后,人们就一直努力地寻求着消除由于内燃焙烧而带来的产品缺陷。内燃焙烧带来产品的主要缺陷有未燃尽黑心、表面压花、表面泛白失色、产品易于泛霜、未燃尽黑心砖抗冻性(耐久性)不合格等等。内燃法焙烧由于其传热方式不同于外燃焙烧传热方式,其产量一般要高于外然焙烧。因此这也就成为了绝大多数生产厂家选择全内燃焙烧的直接原因。加之在上世纪九十年代到本世纪初期间,在某些“烧砖不用煤”等极左宣传口号的影响下,一些窑炉公司也是趋炎附势,大量发展起来了建立在内燃焙烧基础之上的、“一次码烧”工艺的简易干燥室及隧道窑。这种生产方式更进一步加重了内燃法焙烧带来的产品缺陷,大量的未燃尽黑心砖、压花、泛白失色等缺陷普遍存在。下图1为笔者走访过的几家所谓的高产量烧结砖工厂中见到的严重黑心砖。其黑心部位中的发热量接近300kcal/kg!其表皮仅烧进去了不到一厘米。这种黑心砖且不说其抗冻性不合格的问题,单就其发热量来说,如果建筑物失火,这些砖还会燃烧起来!这等于是将煤矸石或是煤变了个形式砌筑到了建筑物的墙体上。大量黑心砖存在的实例很多,也难怪西欧同行见到这样的产品气愤地说是“垃圾”。这样的黑心砖 同时在坯体的叠压面处也存在着严重的压花,极大地影响着产品的外观。不争的事实是:使用全内燃焙烧的砖(实心砖、多孔砖以及某些多孔砌块),根本无法砌筑清水墙(个别地区除外),不管是农村建筑还是城市建筑,外墙都要经过粉刷。而且砖应具有的砖红色在很多地方看不到了,因为大多数砖在生产制造过程中表面被污染了,失色了。


更有甚者,其多孔砖的壁厚不到2cm,也有黑心!有的空心砌块的叠压面上也存在有大片的压花现象。在内燃焙烧出现的60年来,在坯体与坯体叠压部位出现的黑色、蓝色、青色压花的现象普遍存在。这主要是坯体的叠压面处,因缺乏内燃料燃烧时所必需的氧气,而处于还原性气氛中,此处坯体中的铁质氧化物被还原生成FeO或Fe3O4的低价态形式存在,故压花呈黑色、青色或蓝色。又因为这些低价态铁的氧化物有着强烈的助熔作用,所以在焙烧期间,坯体叠压处形成的液相量要高于其他部位,致使叠压处焙烧后收缩变形也大,有的出现了叠压处的浅凹坑现象,有的则粘连在一起,给后续的卸窑车(砖)自动化造成了困难。内燃焙烧产品之间的粘连一直是自动化卸窑车的障碍。图2为多孔砖壁厚方向上的黑心及条面上的压花。
以上实例不是个别现象,而是普遍存在的严重的产品质量问题,并且已有大量的黑心砖进入了建筑市场,特别是农村建筑市场。烧结砖类产品本来是A级防火的建筑材料,而这样的黑心砖则成为了易于着火的墙体材料,一旦失火则墙体会烧的通红。况且,未燃尽的黑心砖的抗冻性都不合格,我们该从何谈起烧结砖历久弥新的耐久性呢?这些压花条面多数情况下都不能砌筑清水墙。
这种全内燃焙烧方式,在很大程度上也严重地阻碍着我们烧结砖隧道窑的自动化控制的实施。虽说绝大多数隧道窑上都带有工业计算机,但是仅仅起到了温度的巡检、数据的储存、打印作用,根本就无法实现隧道窑焙烧的自动化控制。因为全内燃焙烧方式,受到的不可控干扰因素太多,如内燃料热值的忽高忽低、加入量的忽大忽小、各种内燃料着火温度的高低、隧道窑结构的合理性、码坯方式的合理性等等均有关系。无奈之下,只好将隧道窑的焙烧操作交给所谓的烧窑师、调窑师等。从而使我们的现代隧道窑的焙烧操作,完全建立在经验的基础上。产品质量的高低,产量的大小,全凭着烧窑师傅的一双眼睛了。要想实现隧道窑焙烧操作的自动化,不改变全内燃焙烧方法,几乎是不可能的。
(二)内燃砖焙烧的必须遵循的规律
多次与西欧同行交流得到的结论就是:“内燃焙烧可以,但是内燃料必须在焙烧时坯体液相出现之前完全燃尽,不能将未燃烧的内燃带入高温烧成区域”!这样的观点也与我国在上世纪八十年代初行业内出现的研究结论一致,即:内燃砖焙烧时要避免坯体表面过早烧结,过早出现液相;最好是将内燃加到焙烧所需热量的70%以内;延长预热和焙烧时间等。焙烧中液相的出现,就意味着坯体烧成收缩的出现。当收缩出现后,就意味着坯体中的微孔通道的减少,外部氧气进入坯体内部参与燃烧反应的程度也随之降低。当坯体表面快速升温出现液相后,进入坯体内部的氧气就会更少,于是黑心就形成了。
当年双鸭山引进的法国西方公司的煤矸石烧结空心砖生产线,“洋人”给出的烧成周期就是46小时。前几年与德国林格公司的热工专家交流讨论国内某一项目时,他们提出内燃料必须要在850℃以前完全燃烧,850℃到最高烧成温度完全由外加燃料来完成最终的焙烧。这完全是为了保证产品质量以及后续工序操作的可靠性。这种坚持以产品质量为最终目的理念,是值得我们深思的!
台湾地区的经验值得借鉴,台湾煤炭资源非常丰富,但台湾同行们经历了从推广内燃焙烧到了完全禁止内燃焙烧的过程。现在台湾的近百家烧结砖厂没有一家使用内燃焙烧方式的,宁可使用投煤器来外投煤粉(外投煤粉烧后形成的煤灰,出窑时有专门的收尘器收尘;因为这种煤灰的颗粒相对较大,进入隧道窑烟气中颗粒在经过烟气净化处理设备后,完全可以达标排放。台湾有砖瓦行业专门的排放标准)。这就是必须要以产品质量为中心来组织我们的生产,产品质量永远是第一位的。
在南韩的40多家烧结砖厂中,都没有使用内燃焙烧;
在日本也未见到使用内燃焙烧的报道;
在西欧基本上没有使用内燃焙烧;
在美国也基本上没有用内燃焙烧;
在澳大利亚仅有少数砖厂使用煤矸石或煤做内燃的,但是内燃热值的加入量仅为焙烧所需热量的50~60%,并严格按照在坯体液相出现之前完全燃烧结束的理念来操作的,不将内燃热量带入最终烧成带。这样一来,完全杜绝了产品的黑心、压花等缺陷,也为隧道窑焙烧的自动化控制提供了先决条件。
这样的实例在国内也有成功的案例。案例一:江苏某厂生产烧结空心砌块和多孔砌块,开始时采用全内燃法焙烧,因为产品的压花问题严重地影响着产品的外观,销售市场低迷。后来改造为加入内燃热量仅为焙烧所需热量的50~60%,其余热量由外喷投高热量的低硫石油焦炭(粉末状)来共同完成焙烧。虽说低硫石油焦炭价格较高,但由于其发热量接近11000kcal/kg,燃烧效率也较高,热耗成本基本上与使用煤矸石和煤的成本相当,但是产品上的黑心、压花、泛白失色等缺陷得到了根本性的控制,市场上常年产品处于供不应求状态,该厂老板也得到了非常好的收益;案例二:江西某家页岩烧结砖厂,由于接到了一批要求没有压花的多孔砖订单,该厂也采取了降低内燃掺入量(约50%),不足热量由外投稻壳来补充。采用这种半内燃半外然相结合的焙烧方式,也烧出了客户满意的、没有压花的多孔砖产品。
综上所述,在烧结砖行业中流行了整60年的内燃法焙烧工艺,在烧结砖行业转型升级的新时期,我们必须得冷静下来,重新来认识内燃法焙烧的功过是非。超内燃法焙烧(或称超热焙烧)在60年的内燃法焙烧历史过程中,从来就没有取得过令人满意的、成功的实例。将烧砖隧道窑当作获取热源的炉子的做法是错误的,如前几年风靡一时的隧道窑余热发电,在发展的进程中也只能当作笑柄了。笔者认为超热焙烧的方式应当摒弃!我们首先应当保证将砖烧好,不能本末倒置,去搞那些虚无缥缈的东西。全内燃焙烧方法如上述陈列的各种产品缺陷,不能够实现隧道窑焙烧的自动化控制,也是应该抛弃的焙烧方法。鉴于内燃焙烧方法是我国烧结砖行业为数不多的具有自主知识产权的一种方法,加之我国的能源结构以及新能源供给量,燃料价格等多方面的因素,在今后相当时期内,烧结砖行业的燃料结构,仍然会以燃煤型为主。那么,在当前情况下,为了进一步提高我们的产品质量,为了实现我们隧道窑焙烧的自动化控制,比较经济的焙烧方式应该选择半内燃半外燃的焙烧方式。上述澳大利亚及国内成功的案例也证明了半内燃半外燃的焙烧方式不但可以消除全内燃焙烧造成的产品缺陷,更重要的是为我们隧道窑焙烧实现自动化控制创造了有利的先决条件。而且这种焙烧的理念也会被国际上的同行们所认同。
(三)、半内燃半外然焙烧方式的外投燃料
1.天然气+内燃(煤矸石、煤粉)
据报道,国内已有了成功的案例。至于内燃加入多少为宜,因笔者没有参与过这样的项目,还不能给出合理的数据。总之这种燃料结合方式,是可以消除产品的黑心、压花等缺陷,也能够实施隧道窑焙烧的自动化控制。
2.外投煤粉+内燃(煤矸石、煤粉)
外投煤粉加内燃的焙烧方式在四川成都已有了使用的先例。其使用的投煤器是台湾制造的。但是在实际使用中,内燃加入的程度与外投煤粉量的控制上还存在着合理配合的问题,投煤器投入煤量的多少以及根据实时温度状态自动调节的问题等。实际上的使用效果并不是非常理想。因为台湾的投煤器是根据全部外燃焙烧为依据而设计的。当然也不能排除投煤器使用中的可靠性问题。使用投煤器外投煤粉烧后的煤灰,在出窑车时经专门的收尘装置进行收尘处理。进入焙烧烟气中的煤灰颗粒,在经过双碱法脱硫、除氟的同时,也会除去这部分煤灰颗粒。投煤器外投煤粉的焙烧方式在意大利、台湾均有着成熟的使用经验,可供我们借鉴。外投煤粉加内燃的焙烧方式,是可以消除黑心、压花的产品缺陷,也可以实现隧道窑焙烧的自动化控制。但是这种内外燃结合的焙烧方式,使用性能可靠的投煤器的开发、卸窑车时的专用收尘器系统装置的开发,以及隧道窑焙烧过程的自动化控制系统的开发等,还需做出进一步的努力。
3. 外投石油焦炭+内燃(煤矸石、煤粉)
外投石油焦炭加内燃的焙烧方式在国内有着成功的案例。虽说石油焦炭的含硫量较高,但是由于石油焦炭的发热量很高,一般在10000~11000kcal/kg,其绝对使用量与煤粉相比较,几乎少了一倍多,烟气中携带的硫的绝对值不一定比煤粉的多。石油焦炭也有低硫的,在使用中可尽量选择低硫的石油焦炭。需要开发的是石油焦炭的喷射燃烧装置。
4.外投生物质燃料+内燃(煤矸石、煤粉)
生物燃料是指从生物质得到的能源,它是人类最早利用的能源,是可再生能源之一,又称绿色能源。数千年来,我国的烧结砖瓦在煤未被使用前就一直在使用着生物燃料,如柴草、秸秆焙烧的砖瓦产品,历史上的“秦砖汉瓦”都是由生物燃料焙烧而成的。生物燃料(biofuel)泛指由生物质组成或萃取的固体、液体或气体燃料。所谓的生物质是指利用大气、水、土地等通过光合作用而产生的各种有机体。它包括植物、动物和微生物。生物燃料包含有专门种植的植物、来自其他加工过程的有机废料(如橄榄滤渣、木材废料、稻壳以及锯末、动物性粉末,等等)、其他含有机物质的废料(如城市废料、人畜粪便等)、由于气化,高温分解,燃烧或是由于生物反应而得到的气体燃料(例如沼气)或是液体燃料(例如生物柴油)。生物燃料是从太阳能转化而来的,只要太阳不熄灭,生物燃料就取之不尽。其转化的过程是通过绿色植物的光合作用将二氧化碳和水合成生物质,生物燃料燃烧又生成二氧化碳和水,形成一个物质的循环,理论上二氧化碳的排放为零,燃烧中有害气体物质很少。众所周知,日益严格的环保要求,会加速烧结砖行业对能源结构的重新选择。
我国现行砖瓦行业的排放标准确实是当今世界上最严厉的标准之一。而我国现在运行中的烧结砖工厂,绝大多数都是近些年来建成的、以内燃焙烧为基础的一次码烧工艺生产线。为了满足一次码烧工艺的要求,往往使用着大量的煤矸石或劣质煤为内燃料。这些能够提供焙烧所需热量的内燃料中又往往包含有大量可挥发的有害物质如二氧化硫、氟化氢、氮氧化物等;某些地区的页岩以及黏土中也含有非常高的二氧化硫或是氟化物等有害物质。在现有以内燃焙烧为基础的一次码烧工艺烧结砖生产线上,要想完全达到现行国家标准规定的排放标准,将是一笔很大的投资,有的必须经过二级净化处理才能达到标准要求。这样一来,投资和成本将会大大增加,况且还存在着烟气净化处理之后的残留物的处理问题。强硬的环保标准,会促使烧结砖行业逐步调整现有的燃料结构。因此,在我国烧结砖瓦行业目下积极推广应用生物燃料将会具有很大的市场前景。

版权所有:【河南欧帕工业机器人有限公司】
本站所有内容受知识产权保护 未经许可严禁转载、复制或建立镜像
中心地址:河南省郑开大道官渡组团 联系电话:0371-60863533
豫ICP备14017777号-3 营业执照 河南省互联网违法和不良信息举报中心