
梁嘉琪 老梁(贵安新区)科技有限公司
周天津 山西省运城市新天制砖工艺技术部
摘要:浅述新建砖厂,要注意的几个问题,防止由于设计不合理,给以后的生产带来很多麻烦和难题,所以一定要结合自己厂的实际情况综合评估,做到工艺要先进、设备要实用、环境要优美、提升有空间,尽量减少不必要的失误。
关键词:设计不合理 分区堆放 框砖损坏 卸砖线
新建砖厂,搞好规划设计是非常重要的,这一定要引起重视,否则会给以后的生产带来很多麻烦和难题,要想把不合理的进行改造,不是有钱就可以马上能改的,很多是难上加难。如南方一企业建有两条4.8m宽断面窑生产线,是建筑渣土消纳点,把建筑渣土制成烧结砖。的确用建筑渣土制成烧结砖是消纳建筑渣土很好的办法,但由于设计、工艺、管理等方面存在很大问题,严重影响企业正常生产。主要存在的问题表现在:
1、原料堆场
用建筑渣土制成烧结砖是消纳建筑渣土很好的办法,但不是什么建筑渣土都可以制砖的,所以必须要规划好堆放场地,按类别或用途分区堆放,但该企业事先没有很好规划,所进渣土随意堆放,各种渣土混倒在一起,根本不能按比例取料,而是碰到什么料,就铲用什么料。在原料破碎制备过程中根本不能按比例取用,更做不到原料先进先出,所以很难制备出来合格的混合料,给后续的成型、干燥造成很大困难,更重要的是由于原料的矿物构成和化学成分极不稳定,造成焙烧温度很难确定,焦砖、欠火砖时有发生,产品质量和产量都难于保障。
2、原料制备车间
破碎工艺不合理,该企业如前述是在南方,雨水较多,收进的又是挖地基清理出的湿料,石头和商砼块也较多,设计的是三道对辊机破碎原料,其中有一道是除石对辊机,但根本起不了除石作用,一旦石头过多,或进去大木材就会卡死出石口,几个工人仅清理杂物都忙不过来,不仅劳动强度大,而且也制备不出多少混合料,根本满足不了生产所需,为此他们决定对原料制备设备进行改造。但改造时又不结合原料实际情况,盲目购回破碎机和滚筒筛,结果由于料湿,不是堵破碎机就是堵滚筒筛,一个小时只能破碎十几吨料,根本满足不了成型车间所需,一天只能生产十几车砖坯。笔者应邀前去处理,发现原料塑性较好,就依据企业现有设备,重新启用对辊机,把破碎机的锤头改成长条锤柄,并去掉筛板,降低转速30%,滚筒筛网由原来的4mm扩大到12mm,增加一条加速带把不同比重原料分别成堆取舍。第一道对辊间隙调到8mm,第二道对辊间隙调到3mm,改造后取得比较好的效果,小时产量由原来的15吨提高到50余吨,基本满足生产需求,日产标砖也有改造前的15万提高到现在的43万块。
3、码坯机不配套
成型车间的机械手抓取重量是400公斤,抓坯速度慢,满足不了生产需要。砖机是90硬塑挤出机,出标砖坯速度是6-7块/s,而两个机械手的抓坯速度是4.5块/s。进主机的供料稍多一点,码坯就跟不上,主机就不得不依据码坯速度而开开停停,或者降低给料量,这不仅相对造成设备磨损较快,而且电耗也比较大,不得不靠延长工作时间制坯。
4、窑车的面砖设计在框砖里
窑车的面砖固定在框砖里且没有设计伸缩缝,面砖与面砖之间又紧紧靠在一起,新车时看着很漂亮,但在焙烧窑内运行几个月后, 窑车的框砖就被面砖顶歪、顶断或顶掉。造成窑车框砖损坏的主要原因有:设计不合理、制作者不负责、使用维护不当。
4.1设计要合理
窑车的设计必须合理实用,不考虑热胀冷缩的实际问题,把面砖镶在框砖内,或设计的缝隙不合理,这样的设计是非常错误的。窑车的每一个循环,面砖都会受到1000℃左右高温下的膨胀和低温下的收缩“洗礼”。由于热胀冷缩的作用,面砖之间产生缝隙是不可避免的,加之窑车运行中的震动和风的作用,灰尘、 碎砖块,就会落在面砖的砖缝里,随着不断的膨胀收缩。面砖缝隙里所夹东西就会越来越多,仅靠清扫是很难清理干净的,所以夹的东西就会把面砖向外挤。而框砖下部被窑车的钢件固定死,上部面砖又把框砖向外顶,结果框砖就会被顶歪、顶坏和顶掉,更可怕的是窑车两个长边会不断向外挤(如图1),会磨擦到窑墙(如图2),窑的内墙越擦越深,时间长了就会造成窑内墙倒塌事故。

窑车在实际运转中不可能每一个循环都把落在砖缝中杂物清理干净,如果每一个循环都把面砖移开,把缝隙里夹的异物清理干净,工作量就会很大,这也不现实,即使安装有吸尘器,也很难把夹在缝隙里的颗粒物吸出来。所以窑车设计时就要简单实用,如不实用也就失去意义了,应该是把面砖压在框砖上,这样也便于清理,就是重新摆放也好操作,即使面砖每个循环后都有不同程度向外移动,也是暂进式,只要不擦窑墙,就可暂时先不整理,比面砖镶在框砖里相对整修频率少且也简单很多。
4.2 制作不负责任
设计上虽没有预留伸缩缝,但制作单位责任心也不强。如某有名的窑车制作企业,对窑车制作和运用,经验是相当丰富的,就有义务针对设计不合理的问题向建设方提出整改方案,但是制作单位没有认真这样做,而是面砖与面砖、框砖与框砖、面砖与框砖顶在一起,几乎没有留伸缩缝,这样的制作能不把框砖(角砖)顶歪、顶坏、顶掉吗?所以这样的窑车循环使用半年多就出现问题。
4.3使用维护不当
及时维 护和改造。一旦发现框砖有被顶出的现象,就要及时采取措施,不要等到破损严重了再维修或改造,那损失就大了。再就该企业来说,窑车设计和制作中出现问题,由于没有及时改造消减胀力,在使用中框砖不断的被顶歪、顶坏、顶掉,特别是窑车与窑车之间,两边相对的框砖,有的被挤出钢框外面,有的框砖上部挤出变歪,在两车接触时,密封槽还没有碰到,框砖先碰在一起(如图3、图4)。
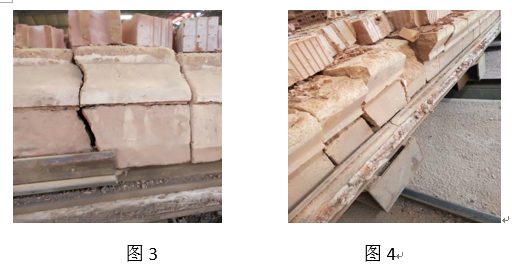
由于窑内存车也多,顶力很大,什么样的框砖也受不了这么多个窑车在一起的顶击力,框砖不被撞坏这才叫怪呢?发现框砖被面砖向外挤,如能及时割槽消减胀力,框砖就会减少破损,不会造成大的损失,只不过花点人工改造费用而已,可以说改造后完全能达到合格窑车的要求。但该企业,由于对窑车维护重视不够,不及时采取措施,窑车在窑内循环半年多就出现严重问题。60%框砖不是相互撞坏就是被面砖顶坏、顶掉,要换掉这60%以上框砖,也需要一笔不少的款额,既影响产量质量,又加大支出。
更不可思议的是,该企业窑车框砖出了问题,不找造成损坏的原因,而是把原因都怪到框砖上,说什么耐火框砖不如生铁做的边框(铁围板,下同)结实,事实并非如此。再看另一企业,用铁围板做的窑车,这围板不是也没能把窑车围好吗?(如图5图6)。铁围板反而在没有受到面砖顶的情况下,自己就首先变形严重,说明铁围板的抵抗膨胀能力还不如耐火框砖。如果生铁围板再受到面砖的顶力,变形会更严重。这也反证了生铁围板的弊端。可见框砖或围板抵御胀力的作用是非常有限的,特别是生铁围板受到高温本身就会软化变形,更不要谈什么抵御膨胀力的能力了,关键是在设计制作时要消减膨胀力。 衡量框砖的好坏标准,不能尽看强度这一指标,强度高的围板不是也变形吗?

所以衡量框砖(含铁围板)好坏的主要指标是多方面的:耐高温,耐腐蚀,导热系数小,隔热性能好。在这方面铁围板性能就比耐火砖差的多:
4.3.1不耐高温
生铁在1148度就开始熔化,可以说这时生铁就没有强度了,在此温度之前,生铁围板就早已不断变形扭曲,与耐火砖可耐1500度以上高温相比,生铁围板就差远了。
4.3.2不耐腐蚀
窑车是在常温、高温、腐蚀气体环境中循环运行的。每经过一次循环,生铁围板都会受到高温气体氧化和二氧化硫等有害气体腐蚀(见图7),每一个循环掉皮脱落不可避免,与耐火砖相比使用寿命会大大降低。
4.3.3传热快
生铁的导热系数是60w/m·k,而耐火砖的导热系数只有1.22 w/m·k,两则相差49倍,这样的生铁围板,向窑车底传热速度比耐火砖同样高49倍。虽然窑车框砖向窑车底传热量这方面没有详细的研究,但就导热率比耐火砖高49倍这一项指标看,热量的损耗就会很大。过多的向窑车底传热带来的害处:一是不符合窑炉节能设计要求。窑车最基本的要求是窑车面与钢架结构要有隔热层,要有低的热扩散系数,而铁围板与钢架结构直接连接起来,形成一个快速传热的导体,且上部直接暴露在1000℃左右高温处,加之生铁围板导热系数比耐火砖高49倍,热量会迅速传到窑底,必然增大热量消耗,不仅浪费能源,由于能耗高,也给排放达标带来更大困难,虽然有的铁围板上压了一层耐火砖,但热损耗还是比耐火砖大的多,另外由于与耐火砖热胀冷缩系数相差过大,耐火面砖很容易破损。二是损耗加快。钢铁件在温度越高的环境中强度越低,氧化速度越快。那么窑车钢架结构包括裙板损坏就会越快,特别是窑车轮由于高温,强度会降低,磨损掉皮就越快,使用寿命会大打折扣。三是降低窑车轨道使用时间,严重会造成轨道顶牛事故,导致窑车卡死在窑内。
4.3.4.隔热性能差
一般金属的保温性能不如非金属材料好,铁导热系数比耐火砖高很多,自然隔热性能就不如耐火砖了,增大热量损耗那就是必然的。
5、脱硫塔设计太小
直径只有3米的脱硫塔,如果高产量,每40分钟烧成一车砖,干燥室相应也得40分钟进一车,每车9100块标砖,那么一条干燥室排出的潮气一般要到达16万立方/h左右,两条干燥室的风量就32万方左右气体,潮气在脱硫塔内的流速就会达到12.6m/s,不仅流速快风压大,电耗也大,使大量的水雾点从排潮烟筒吹出,不仅造成脱硫剂浪费,更重要的是腐蚀车间钢架结构,车间顶棚经常往下流水,污染场地,特别是一旦外界风稍大,雾滴就会飘到厂外的田地里,对周围的农作物、树木等造成伤害。就是处理给周围村民造成的损失赔偿也是十分麻烦的事。如果除雾器加多了虽然雾滴少,但阻力加大,排潮又不畅,塌坯又不可避免,不得不减产,两条窑的产量和一条差不多。
6、车间顶棚排风不合理
车间顶棚只安装几个直径1米自吸式排风机,而焙烧带上部一个也没安装,一旦停电或特殊情况需要压火,窑内就会正压,烟气外溢不可避免,由于窑顶部没有换气孔,外溢的烟气就会在车间乱串,使车间烟气弥漫,会严重腐蚀车间钢架结构和电器设备,特别是对车间人员健康会造成伤害。
7、卸砖区的问题
7.1、卸砖线布置不合理。卸砖区两条线并在一起,且一边还紧靠窑墙,看是两条卸砖线,实际只能在一边卸砖,给卸砖带来很多不便,由于只能在一边装车,白天虽然拉砖的车多,但受车位少限制,只能派部分工人装车,根本完不成24小时产量任务,使得白天有车不能及时装车运砖,晚上没车拉砖,但为了窑车周转需要必须打包,到了白天又得拆包装车,这样不仅增加打包费用,装卸砖效率很低。有时运砖车为拉一车砖要排队等3个多小时以上,致使很多车到其它厂拉砖,严重制约企业销售。
7.2路面过高。运砖路面比轨道面只低5cm,从而使一般拉砖车的车厢底就高出窑车面30——40cm,装车时先要垒3个台阶,本来手提砖装车就沉,还要上台阶,这样就更消耗体力,给卸砖带来很大麻烦,就是卸砖装车的价格比别的厂高20%也难留人,往往造成不良的连锁反应。
8、风机。该窑炉的预热和余热通过离心风机全部送往干燥室,虽然选用的是离心风机,但瓦座设计在风叶的两旁,瓦座内设计有水冷却通道,由于烟气中含有SO2,对进风口的瓦座和冷却水管道腐蚀严重,一旦漏水就吹入干燥室,造成塌坯。这样的排烟工艺应该选用单边有瓦座的离心风机,进风口处不应该设计有瓦座,防止了瓦座和管道被腐蚀,造成不应有的损失。
9、两台变压器设计在一处。
原料破碎车间距变压器有150M,当时设计时线号也没有适当加大,一旦开始制备混合料,特别是温度高的天气电压有时会降低到340V以下,所输送电流根本满足不了动力要求,跳闸、烧电机经常发生,混合料的制备受到严重影响。如果两台变压器依据动力设备的远近,分开安装,就完全可以避免由于线路过长造成降压过大的问题。
10、排潮风机设计位置欠缺。
排潮风机不是设计在干燥室上,而是设计在距干燥室进车口前15m处,这样的设计真的叫人费解,浪费点管道都是小事,关键是增加抽风的管道阻力,影响风量与风压,电力浪费较多,风机一般都是24小时运转,这一年算下来也是一笔不小的支出。另外,干燥室的排潮口设计也有问题,4-5号车位经常塌坯,后经改造排潮风洞下排潮口的位置和增加排潮口数量,解决了塌坯问题。
参考资料
梁嘉琪,周天津 需重视窑车边框砖的设计与维护 砖瓦 2017(8)

版权所有:【河南欧帕工业机器人有限公司】
本站所有内容受知识产权保护 未经许可严禁转载、复制或建立镜像
中心地址:河南省郑开大道官渡组团 联系电话:0371-60863533
豫ICP备14017777号-3 营业执照 河南省互联网违法和不良信息举报中心