
降低成本30%的装配式烧结墙板生产工艺控制
范小林 成都利马高科
在2020年来临之际,我对2019年烧结砖行业的新产品及工艺控制的进展给大家做一个简单汇报:
一、装配式烧结墙板的产品崭露头角
1、2019年网上有一个生产的烧结墙板视频:

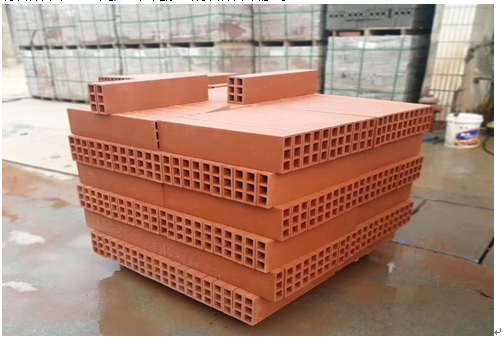
这是成都一个砖厂,中国成都桔丰山砖厂的空心墙板生产的烧结墙板产品。
2019年12月9日送检的装配式烧结墙板砌块模板,尺寸2400×500×200mm,重170kg,容重708kg/m3,孔洞率58.55%;等于82×2块标砖。
相比40%孔洞率空心砖,节约原材料1/3,节煤1/3,减排1/3;增加利润至少1倍。
2、为什么要做这个墙板,意义重大!
2019年加气混凝土砌块异军突起,抢走了成都烧结砖市场的20%,重庆市场的30%,贵阳市场的80%。成都加气混凝土墙板试产价750元/m3,加气混凝土砌块360元/m3;而普通烧结空心砌块市场价 180元/m3。烧结砖已经满足不了装配式建筑的要求,使用普通烧结空心砖的灰浆和人工的成本使建筑商的综合成本比使用贵一倍的加气混凝土砌块更高,普通烧结空心砖已经和正在被加气混凝土砌块取代(有沙的地区)。烧结砖不仅有排烟的环保达标排放难题需要解决,而且对新兴的装配式建材市场,面临被加气混凝土砌块取而代之的问题,烧结砖行业是腹背受敌,雪上加霜。如不解决生产烧结装配式产品的行业产品升级问题,今后几年,将造成大批生产传统烧结砖的砖厂倒闭。例如,北京已经没有烧结砖厂了。
3、烧结墙板的规格
技术提升产品升级,生产烧结墙板是烧结砖发展不被淘汰唯一希望。
加气砌块已有的标准:
加气混凝土砌块容重 分B05、B06、B07 三个级别,绝干容重为 400-650kg/m3。厚 100mm、200mm、 300mm 三种规格,长、高600*250、600*300(mm)。(砖行业还没有烧结墙板标准);

4、烧结墙板与加气混凝土砌块竞争建材市场,最后取代加气混凝土砌块。
尽管现在生产烧结墙板为起步阶段,但是,根据西欧烧结墙板现状及经验,西欧的烧结墙板,在有页岩资源的地区,加气混凝土砌块只占有3%市场份额,烧结墙板占了90%以上,与国内完全相反,是烧结墙板把加气混凝土挤出了建筑市场。烧结墙板可以做到700~750kg/m3容重,空洞率55~60%,每块重量不超过25kg,厚50mm,长2米。烧结墙板的材料成本在100元/m3,比加气材料成本低多了。

二、烧结墙板及烧结砖的不需要烟气脱硫的内燃煤的减排控制
5、燃煤等同烧气的不需要脱硫的燃煤方案
2013砖厂达标排放标准:在过剩系数1.7工况,剩余氧含量8.64%时: 二氧化硫300mg/m3; 颗粒物:30mg/m3; NO3:200mg/m3;
烘干1kg砖坯需要多少空气? 湿坯晾坯16小时,入窑水份小于14%,排潮温度为45度时,烘干风量约4立方/kg砖坯;
烧结1kg砖坯300大卡内燃煤需要多少空气,过剩系数1.7,烟气氧含量8.64%标准工况时,约为0.8立方空气/kg;
如果剩余氧为18.5%时,产生4立方烟/kg砖 ,折算过剩系数为8.5;达标折算系数5;折算后,环保达标的指标为So2:60mg/m3;颗粒物:6mg/m3;NO3:40mg/m3
不脱硫可以达标的So2折合为硫,即240mgSO2/kg,折合0.12克硫/kg砖;
300大卡内燃,用6000大卡/kg煤50克,50克煤炭含硫小于0.12克(假定土不含硫),不脱硫达标,如采用对6000大卡热值的煤,其含硫量要求小于0.24%;
固硫:原料中含钙大于3倍硫含量时。固硫效果为50%,此时不脱硫,煤含硫小于0.48%便可达标。
实践证明,用含硫0.75%,6000大卡,配300大卡热值/kg的粉料,脱硫塔用清水喷淋,烟气含硫就可以达标,而且清水喷淋有除尘效果。
采用5%煤炭时,内燃煤等于外燃天然气烧砖,低硫高热值煤的内燃煤基本上等于烧天然气,而且5%的内燃煤对烧结墙板的质量影响与外燃差别很小。
总结:热值6000大卡煤,含硫小于0.5%,不需要烟气脱硫,就可以让烟气二氧化硫排放达标。二氧化硫排放达标问题解决了,只剩下没烟气除尘问题,而且没有碱液脱硫法产生的硫化物增加烟气的颗粒物,除尘达标就更容易解决。
三、烧结墙板及烧结砖的工艺控制
6.1 烧结墙板的烘干工艺控制
A、采用单层码坯烘干,例如:上下架烘干的二次码,二次烘,见下图。
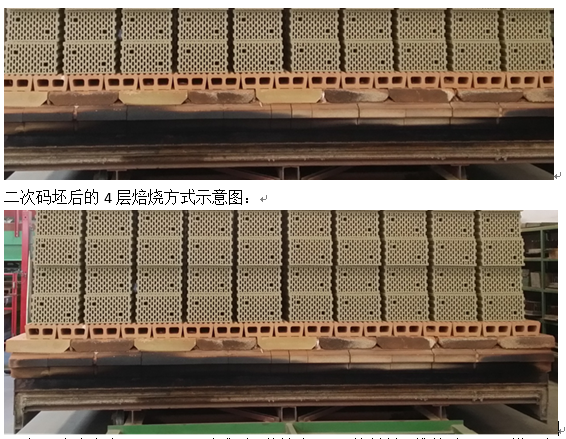
B、采用穿流码坯的2层普通隧道式烘干窑码坯方式,在2次码坯为4层焙烧码坯方式。每层0.5米;
2层烘干码坯方式示意图:
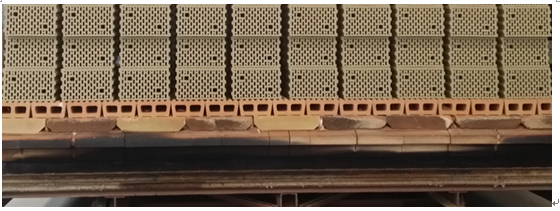
C、如果含水率在16~17%可以成型,收缩小于4%的材料,推荐采用3层烘干和焙烧的一次码坯方式,也可以烧结墙板达到合格;
一次码坯后的3层烘干焙烧方式示意图:
墙板不产生裂纹的工艺控制原理:
A、烘干室采用升温加热办法排除砖坯水份,主要影响是砖坯收缩,在可塑性指数9~11%时,塑线16~17%,长度收缩约4~5%; 1.2米长度方向收缩4.8~6公分!可以保证成品率高。所以,材料调配使收缩小于4%是关键
B、收缩是产生裂纹外应力,该外力与砖坯密度、塑性、水份含量有关,并产生抗拉内应力与内应力对抗,当抗拉内力大于外力,砖坯不产生裂纹,当抗拉内力小于外力时产生裂纹。
C、如果砖坯密度不均匀、烘干室温度湿度不均匀、摆放不平、产生拉压不均,外力都会增加,当外力大于抗拉内力便产生裂纹。温度湿度不均匀不但产生裂纹,还会产生冷凝塌坯。
6.2 烧结墙板的水份和材料配料控制
A、塑性、液限,其差可塑性指数
材料的可塑性指数与水份和泥条流变性,烘干收缩率与裂纹,弯曲的关系。
加的水份使水分子包围粉末颗粒,粉末颗粒不直接摩擦,此时砖坯流变性好,达到砖坯挤出成型的泥条流变性要求,此时水份为塑限。
成都页岩砖坯的塑限含水率约为16%,液限含水率为32%,该材料的可塑性指数为16%;
劣质粘土砖坯的塑限含水率约为22%,液限含水率为33%,该材料的可塑性指数也为为11%;
肥土砖坯的塑限含水率为约21%,液限含水率为46%,该材料的可塑性指数也为为25%;
材料越细,比表面积越大,达到同样流动性需要的塑限含水率增大,材料才能可塑成型。
B、上述水份为砖坯的孔隙水和非结合水的和,一般来讲孔隙水和非结合水的比例为1:1.2时,砖坯容易干燥。烘干时,砖坯先失去孔隙水,同时收缩,砖坯最大收缩的体积为含孔隙水的体积,当水份蒸发完孔隙水时,砖坯收缩完成。例如,砖坯总水份为17.6%,孔隙水8%,非结合水9.6%,收缩的体积为砖坯8%重量对于的水的体积,为砖坯体积的1.7倍,约为砖坯体积的13..6%,其砖坯长度收缩约为体积收缩的1/3,即长度收缩为总长4.5%。实际生产中砖坯长度的收缩在4~6%,收缩超过6%的砖坯原材料会引发大量的裂纹、弯曲问题。收缩6%对于含水总量为23.4%。
控制总含水率16~19.5%(孔隙水+非结合水),长度收缩在4~5%为最佳,裂纹最少,弯曲变形最小。
一次码烧需要配一种材料使总含水率在16~17%,长度收缩在4.1~4.37%时,裂纹最少,弯曲最小,为其烧结墙板最好的可塑性的配料配方。为此需要精确的原料自动配料。
6.3 烧结墙板的成型水份控制
材料整体含水率控制:按重量加水,按搅拌电流的自动调水,按砖机负荷控制的上级自动补水;
控制砖坯含水均匀性,一块墙板上下左右的水份均匀误差要求小于0.1%;要求陈化和砖机挤出泥流均匀,砌块密度均匀;
加水使挤出时达到要求的可塑性和流动性,选择控制的标准的含水率为16~17%,此时最佳配合达到最好成型的抗拉强度;
计算机加水要求实现砖坯含水连续稳定,使其强度连续稳定,收缩率稳定,成型工艺精准控制可以保证含水率上下左右一致性,不产生裂纹。
码坯和砖机可以1人“驾驶”完成制砖。成型需要完善自动加水,自动稳料,上级自动补水,搅拌功率和砖机功率反馈补水控制,砖机负荷自动调节,可以在粉料干湿变化情况下自动改变加减水量,使砖机连续稳定高产。
例如成都宏发砖厂实现了全厂自动化,成型1人“驾驶”砖机,不仅成型无加水工,窑炉车间也没有专职烧窑师,窑炉白天3人,晚上2人自动烧砖、自动进窑出窑、自动调度窑车。
原料车间已经做到1人操作。对高热值煤炭采用减量配煤,自动加水,破碎搅拌自动调节负荷,自动布料,自动挖料,都由计算机操作。
6.4 烘干过程的热工参数控制
烘干工艺分为三个阶段:
第一阶段,以排除围绕颗粒周围的填充孔隙水为主,砖坯收缩的体积与排除填充孔隙水的体积是一致的,当排完大约为水份45%时,砖坯颗粒接触,收缩大部分完成。这个阶段为等速升温阶段,控制升温速度5~7度/小时,从室温升温到80~90度。缓慢升温达到砖坯里外温度均匀,温度均匀收缩也会均匀就不会产生裂纹;控制湿度使空气不产生冷凝水,相对湿度90~70%。该阶段砖坯表面是湿的,内部水通过毛细管作用从里渗透到表面,再蒸发到空气中;这个时间段大约8~12小时;
第二阶段,颗粒接触使收缩大大减慢,颗粒占据了排除的填充孔隙水的空间,收缩减小,一般不再产生裂纹;控制维持温度在90~100度4~5小时;相对湿度50~60%。但是,此阶段温度过高可能产生开口裂纹。
第三阶段,为最后阶段,不再产生任何裂纹,控制温度在100~120度,3~4小时。
排潮温度45度,抽潮气位置在45~55度的位置,并且湿度为90%左右为排潮效率更高,排潮总量为4~5立方/KG砖。
计算机控制要求:1、温度、湿度、风量、风压可以检测;2、要求温度、湿度、风量、风压可以控制,就是说有电动执行机构去控制调节这些热工参数,比如,排潮送热风机转速控制实现风量可控,闸门开度控制,进车时间控制;3、按照烘干原理数学模型,配套控制算法,编写控制软件。通过检测被控参数,反馈控制,联锁控制,过程控制全烘干过程的温度、湿度、风量、风压参数达到其工艺要求,实现砖坯无裂纹无变形高品质的烧结墙板的烘干。
6.5 自动化无人砖厂过去、今天和明天
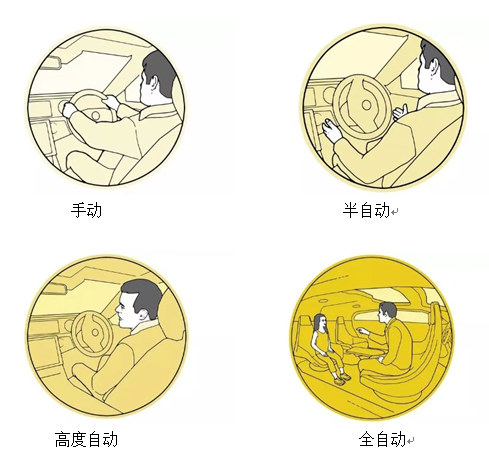
砖厂自动控制与汽车自动驾驶一样分级,可分为4级:
电手动:为主,操作工全部控制应对工况(前天);
半自动:计算机自动电动各50%,操作工部分控制应对工况艺(昨天);
高度自动:计算机95%,操作工5%控制应对工况(今天);
全自动:计算机100%控制应对工况,无人生产 (明天)
参考资料:
《烧结砖瓦产品的制造及其产品性能》—【法】Michel Kommann 著 湛轩业 译
《陶瓷材料挤出成型技术》—【德】Frank Handle著 张文法 湛轩业 译

版权所有:【河南欧帕工业机器人有限公司】
本站所有内容受知识产权保护 未经许可严禁转载、复制或建立镜像
中心地址:河南省郑开大道官渡组团 联系电话:0371-60863533
豫ICP备14017777号-3 营业执照 河南省互联网违法和不良信息举报中心