1 窑炉操作系统概述
主要针对麟工牌SEY上下架二次码烧隧道窑的操作原理进行解读,并以技术先进的低码层外燃型隧道窑为主,尽量做到有理有据的分析。本着传承隧道窑的操作原理,简述常见的一些使用方法,希望能够促进砖瓦窑炉行业的透明度和正确认识,并有助于提高行业同仁对隧道窑的操作使用和技术研究。
2 窑炉的结构特点
顺着窑车的运转方向进行排序和讲述:原材料预处理系统、成型及编组系统、干燥车静车线、多通道干燥室、窑车静车线、隧道窑、卸车线等。本篇着重讲述其成型及编组系统、多通道干燥室和隧道窑的操作原理,其它辅助系统仍然是隧道窑操作的重要环节,但是不作为本篇的重点讲述。
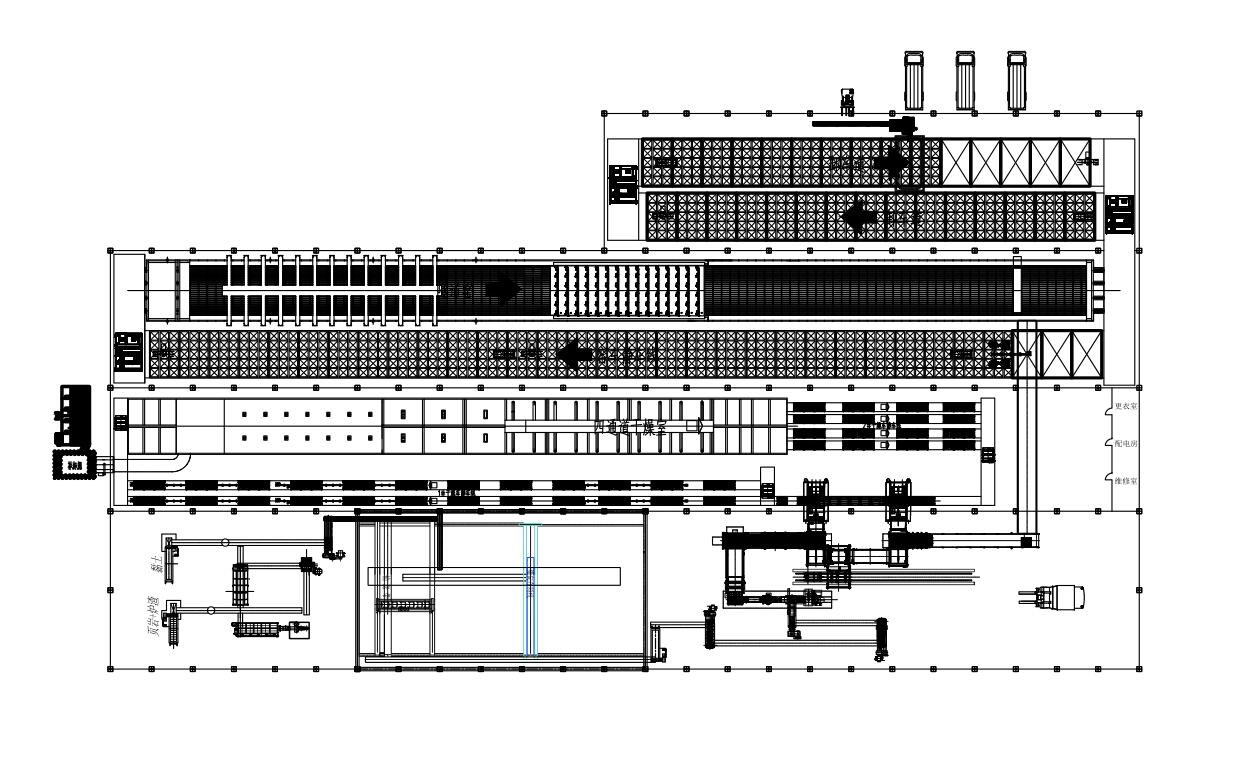
图1 SEY上下架二次码烧隧道窑平面布局图
图1为SEY上下架二次码烧隧道窑,是由四通道干燥室和隧道窑并列布局结构组成,即隧道窑一侧设置原材料预处理系统、成型编组系统、1#干燥车静车线、四通道干燥室、2#干燥车静车线、窑车静车线,隧道窑另一侧设置卸车线。干燥室采用分层送风梯度干燥工艺、顶排潮技术和四通道并列布置设计,隧道窑采用顶喷外燃烧系统、单壁复合墙和陶瓷纤维模块吊平顶结构,整体以砖混砌筑材料建造,风道以外置风管为主。
3 窑炉的基本功能
经过处理后的混合料,进入真空挤砖机挤出成型,挤出泥条经切条机分段编组后,输送给湿坯切割编组机切割成要求尺寸的砌块砖坯,由托板上架机组将砌块砖坯码上干燥窑车,在干燥车静车线上等待调度,经顶车机(拉带顶型)送入四通道干燥室。干燥后的砌块砖坯由托板下架机组进行输送编组下架,送至智能机械手二次码坯编组,按照编程码放至窑车,其下架后的托板经过输送编组送至上架机进行循环运转使用。将载有砌块砖坯窑车在静车线上等待调度,经液压顶车机(内顶)送入隧道窑,烧制后的成品由卸车线回转,空窑车送至智能机械手二次码坯编组指定位置待码放,由此进行循环运转使用。
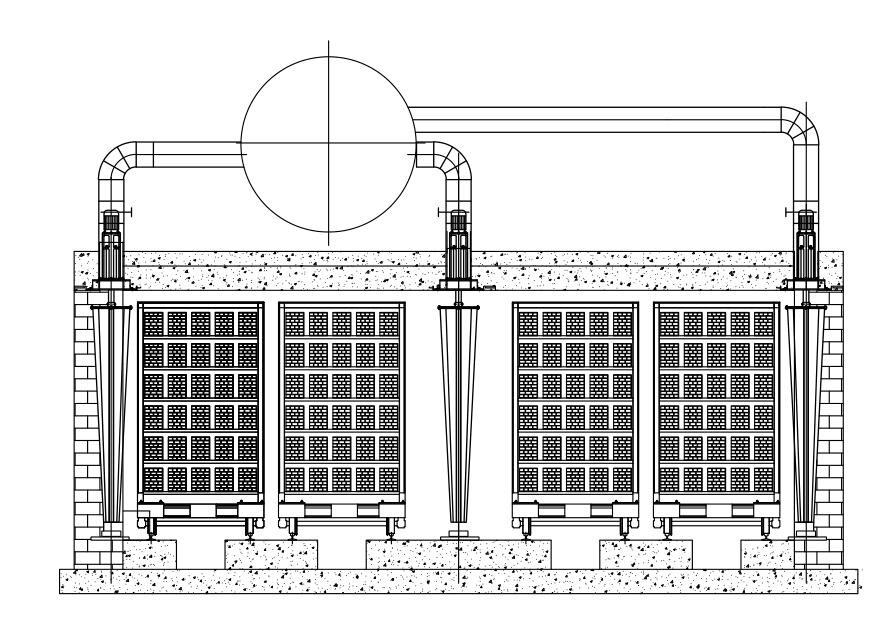
图2 四通道干燥室断面图
图2为四通道干燥室采用分层送风梯度干燥和顶排潮技术,运用微负压干燥工艺 。
干燥窑的干燥热源,是来自于焙烧窑的单质气体烟热,通过高温干燥段端的部分两侧和顶部送风,干燥介质在室内形成横向走风,在低温干燥段的部分顶部排出潮气。从四通道干燥室进口端门至第1#配风口为低温干燥带,第1和2#配风口的作用就是用自然风稀释干燥温度,即降低低温干燥带的烘干温度,找出并控制低温干燥段的烘干温度基准点,低温干燥段的烘干温度一般为50℃-65℃。从第2#配风口至干燥室出口端门为高温干燥带,高温干燥段的风道温度一般为110℃-160℃。从第1#配风口至第2#配风口为温度悬差过渡段。由此,根据砌块砖坯的敏感系数的不同而形成梯度干燥工艺。低温干燥带的目标脱水到12%,在此阶段砌块砖坯的敏感系数较高,砖坯容易风裂。高温干燥带的目标脱水到4%,此阶段砌块砖坯的敏感系数较低,干燥温度与风量一般不会造成裂坯现象,干燥温度与风量的大小决定砌块砖坯的干燥效果。相对实心砖来说,烧结砌块壁薄容易干。砌块砖坯干燥程度是决定焙烧速度的前提条件,即利用干柴烈火原理达到快速升温走火。对于隧道窑中控操作人员来说,技术好坏就是准确掌握砌块砖坯的敏感系数,并且根据敏感系数变化而灵活运用干燥温度与风量。往往高级烧窑师可以达到运用极致的境界,新手不易简单模仿。借用了并列式节能环保隧道窑烟气颗粒物处理技术,其单质气体烟热传导给湿坯,单质气体烟热与坯体水蒸气产生化学反应,促使工质的各种热力参数值和热力微分关系式变化,气体的内能、焓、熵进行转变,形成所谓的黑烟、蓝烟、白烟和无色烟。根据潮气自然上浮的原理,排潮口设置在四通道干燥室的低温干燥带上端,并且设计了庞大的烟气反应室,通过不同温度的单质排潮气体混合冷却7s-12s,使混合气体的成分二次发生物理反应,由此改变烟气中的二氧化碳、水蒸气、氮气、一氧化碳、氧气等气体特征,运用基本状态参数来改变排出烟气物理化学成分,从理论上和试验中,均达到理想的烟气颗粒物排放标准。
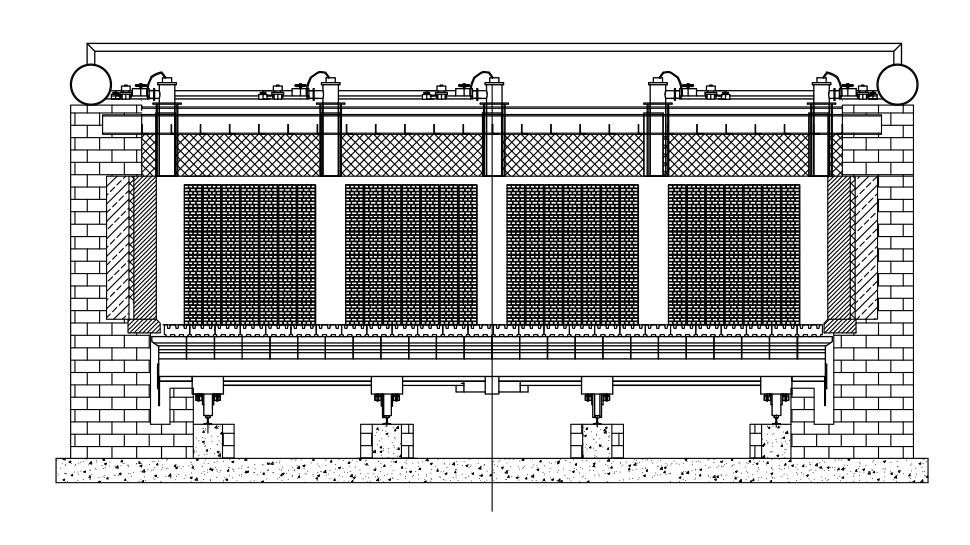
图3 隧道窑断面图
图3为隧道窑断面图,隧道窑采用顶喷外燃烧系统、单壁复合墙和陶瓷纤维模块吊平顶结构,有效控制了窑壁的透热值和蓄热率,根据热辐射效率利用原理和燃烧火焰长度等,一般隧道窑采用大断面低码层结构,可以达到节能和规模化生产。在隧道窑上设置进口端门、截止门和出口供氧门,砍掉了余热回收系统,确保了温度曲线是一个典型的抛物线,充分利用热传导和热辐射原理,有效促进横向走风的气压平衡,控制窑口出砖温度控制在40℃以下,也是焙烧窑节能和走火快的关键。低码层外燃型隧道窑在码坯方式上留有较大的走火风道,防止火焰直接冲刷烧制品,其二必须设置窑车垫层砖,克服气流折射形成的焙烧盲区,即温差产生的生腿砖现象。
目前,隧道窑烟气排放达标的瓶颈是含氧基准值是否超过18%,主要借用并列式节能环保隧道窑上的所谓“三掐氧源”的措施来控制。在四通道干燥室上设置进口端门和出口端门,在隧道窑上设置进口端门、截止门和出口供氧门,尽量少开四通道干燥室配风口,形成微负压干燥工艺,截止门就是防止自然风在开启端门时无组织地大量灌入,增加窑室内气体的含氧量。余热回收也是未经燃烧21%含氧量的热风,砍掉余热回收系统的目的不单是维护焙烧气压平衡,也是降低含氧值的重大措施。
4 窑炉的操作原理
隧道窑和四通道干燥室设计为连续作业,成型及编组系统设计为两班16h间隔生产,间隔期间有1#干燥车静车线、2#干燥车静车线、窑车静车线和卸车线进行周转调度。隧道窑中控操作人员在预定进车前十分钟,对窑炉进行巡视,查看焙烧窑高温焙烧带和高位排潮带是否移位和发生异常,发现偏移和异常及时给予纠正。低码层外燃型隧道窑设计的哈风口,相对高码层内燃型隧道窑只设计中闸和远闸,火势大小直接用燃烧阀门控制,其进车时间是由当下高温焙烧带是否到达目标位置来决定。哈风闸的使用也就在更换不同制品或者变更码坯方式时有所变化,作为低码层外燃型隧道窑一般不用动闸。低码层外燃型隧道窑的燃烧状态、风量大小、温度基点等都是相对固定的,中控操作人员必须掌握隧道窑的操作原理,并且主动搜集一手相关信息,抓住隧道窑的本质和逻辑规律,善于总结经验,更加有利于实现自动化焙烧。
5 窑炉的应用状况和市场前景
SEY上下架二次码烧隧道窑是窑炉发展的高端趋势,由此生产高孔洞率烧结砌块砖,是未来智能化砖瓦工业的重要热工设备。该窑炉的局限性:相对低码层外燃型隧道窑来说,投资成本大,运营成本高,不适合生产低附加值实心砖。