
最新信息更多>>
大型室式干燥室等速干燥阶段的理论分析及调控策略
文献:《砖 家》2013年8月 总第7期 返回索引
添加日期:2014/7/22 14:20:57 浏览次数:1423 文章来源:本站原创 作者:黄烈武
随着砖瓦生产技术的发展,高孔洞率砖坯干燥使用高度自动化控制的大型室式干燥室成为时代的现实。大型室式干燥室实现了多层托架、单层干燥,与联合升降机、指状叉车、码窑车机组(带编组系统的机器人)形成了全新的自动化切、码、运系统。而高度自动化控制的大型室式干燥室必须在干燥后获得无裂纹、不变形的、合格率高的最佳效果。这是自动化码窑车的必要先决条件,如果有废品,码窑车自动化设备就无法高效、灵活的操作。所以,必须遵循干燥机理。
本文对制备原料的物理化学性能、矿物组成以及粉碎、颗粒级配、搅拌、碾练、陈腐和塑性挤出均不作论述,但制备工艺必须是先进严格的,切割后的砖坯不残留有任何的干燥缺陷及隐患。
大型室式干燥室与普通隧道干燥室一样,都同样要处理好干燥过程中最重要的等速干燥阶段,因为这个阶段会产生能使砖坯成为废品的收缩应力,可见此阶段是轻视不得的。现在,我们来讨论等速干燥阶段。在等速干燥阶段中,干燥速度恒定,它是基于载热体恒温度、恒湿度、定热量、定流速试验制定出来的。实际生产中,无论何种型式的干燥室,在此阶段的干燥速度是随载热体的状态参数的变化而变化的,也就是说每次调控即便是单一的升温或降湿、增热或改变流速,都同样会引发干燥速度的增快,并随之处于新的等速干燥平衡状态。需强调的是,不断更新的等速干燥平衡状态的制度特征却是始终必须遵循的,即:砖坯表面温度等于介质湿球温度;砖坯表面上的蒸汽压等于砖坯表面温度时饱和水蒸气的分压;砖坯吸收的热量等于蒸发水分的热量;整个阶段都是自由水在蒸发;内扩散速度与外扩散速度保持平衡。任何破坏这些干燥制度特征都将导致制品裂纹缺陷的产生。所以,制定能满足上述这些特征的干燥制度,既能消除产生废品的收缩应力,又可实现安全干燥。
理论上,可按外扩散公式及传热公式来表达等速干燥阶段的干燥速度:
= ( ) kg/m2•h
式中: ——外扩散速度(干燥速度),kg/m2•h;
M——在等速干燥阶段自由水排出的质量,kg/块;
F——蒸发的总表面积,m2/块;
——扩散速度系数,m/h;
, ——坯子表面上和介质水蒸汽浓度,kg/m3;
蒸发系数,1/h;
, ——在坯体表面温度的饱和水蒸汽压和介质中的水蒸汽分压, kg/m2;
——从空气传给蒸发表面上的给热系数, ;
——在 时蒸发1kg水所需的热量, ;
, ——介质温度和蒸发表面的温度(介质湿球温度),℃。
根据干燥实验的资料,蒸发系数 的大小与载热体流速 之间有以下关系:
,1/h
式中:平行于坯子表面的空气速度,m/s。
请读者注意,要直接破解上面 公式是非常困难的,现笔者在遵循热工原理和恪守等速干燥阶段特征的前提下,将 公式按如下变通:
公式中的( )和( )是坯体表面外扩散的动力位能,它们在等速干燥阶段中都可以用介质的干球温度和湿球温度来表达:
即( )=0.533×10-3( ), kg/m3;
( )=6.852( ), kg/m2。
式中:0.533×10-3——在水蒸汽标态密度(0.8036kg/ m3)下的干湿表系数,kg/ m3•℃;
6.852——在标准压力(10332.3 kg/m2)下的干湿表系数,kg/ m2•℃。
这时 公式可变为:
×10-3( )= 6.852( )= ( ), kg/ m2•h
这样经变通后的 公式就很简单,一目了然。现笔者通过较长时间对劈离砖坯使用高自动化控制的大型室式干燥室的实践,能比较准确掌握调控合理热工参数来实施快捷、安全、无废品的较佳干燥速度。所以,下面先就用劈离砖坯干燥实例对 理论公式做出破解,并以此来指导实践。
关于劈离砖,它是采用陶土、页岩和添加剂为原料,经配料、制粉、成泥、陈腐、真空挤出成型、切割、干燥、施釉和烧结等工序后,用机械或人工从厚度方向上劈为两块炻质瓷片,故称为劈离砖。它属于平板制品,可以码在托架上实施两面干燥。由于是炻质制品,原料细腻,收缩偏大,干燥更是关键技术。
由于劈离砖生产线严格执行平衡作业制度,干燥周期被制定为48h。但它仅仅是虚设周期,实际周期应是室内循环风运行时间而不包括歇停之时间,这是因为在正或逆吹风时,砖坯水分进行外扩散,呈蒸发状态。在干燥1#制品时,实际干燥周期只有27h(其中制定用2/3实际干燥周期,即18h排除自由水),可见干燥室的干燥潜力还是相当大的。
每个室内安装有4台可正、逆转换循环轴流风机。由于运转和静置的相互交替,它能确保砖坯等速干燥阶段内外扩散速度能始终获得平衡。循环风平均每小时对1m2坯架吹送1.2万m3的风量,而平行于坯子蒸发面的流速达5m/s,这么大的流量流速必然充盈干燥室任何角落,使制品干燥十分均匀。由于采用半硬塑成型措施,成型塑坯进入干燥室后平均坯温表面达到30℃,意味着蒸发1kg水需获得(净)热量580.4kcal(即是水在30℃时的汽化热),当不同坯温时,可在有关热工书籍中获取答案。
公式计算步骤:
步骤1:计算单块劈离砖坯自由水重量M
,kg
式中: ——单块劈离砖坯的绝干重量,kg;实测1.64kg
——劈离砖坯成型含水量(干基)和临界含水量(干基),%
实测
则M=1.64×(19.76%-11.4%)
=0.14kg
步骤2:设定等速干燥阶段由成型含水量 至临界含水量 的干燥时间 。实际上应在科学实验可靠基础上,结合生产物流平衡和留富裕时间来设定。
本生产线已设定
步骤3:计算单块劈离砖坯蒸发面积F
劈离砖坯为平板型制品,有2个蒸发面
F=0.258×0.12×2
=0.062m2
步骤4:计算外扩散干燥速度
kg/m2•h
步骤5:计算蒸发系数
=0.00808
步骤6:计算干湿球温差
将步骤4、5代入
0.125=0.00808×6.852( )
则
步骤7:计算空气给蒸发表面上的给热系数
将步骤4、6代入
则
步骤8:计算空气给蒸发表面的(净)给热量Q
步骤9:计算扩散速度系数
将步骤4、6代入
得
则
将上面外扩散速度 与热工调控指标整理列表如下:
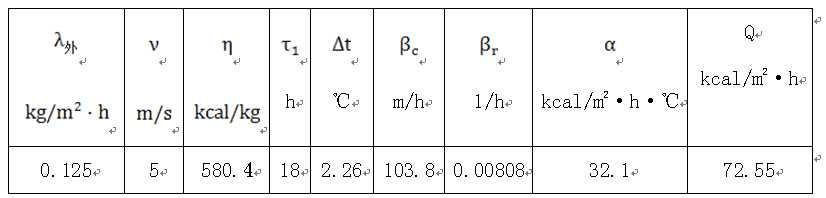
从上面理论计算说明1#劈离砖坯是在载热体温度32.26℃, ,(净)给热量72.55 ,蒸发面风速5m/s和用18h实际干燥周期以0.125 干燥速度下排除自由水的。
根据这些理论计算,在既定的蒸发系数 情况下,实际上我们是在不断更新等速阶段新的平衡状态,使已求得的干燥速度在遵循等速干燥特征下由慢速至快速经历一段时间的渐变过程,使它更有效地消除产生废品的收缩应力。操作要领是在自周期起始,渐次开启递增的给热量,输入蒸发表面不断增多所需的(净)给热量,与此同时必将相应扩大干湿球温差值和增快干燥速度而进入等速干燥新的平衡状态。
这样做,有利于坯体初期进入干燥室后,能立即处于较高湿度优适热工环境,不急于加快干燥速度,坯体主要是在吸热蓄能升温,即为增大坯体内扩散的湿传导能力,结合后期安全快速干燥做准备。
这里需要说明的是,上述 理论公式中的空气传给蒸发表面给热量Q指完全用于蒸发坯体水分的有效热量,它不包含坯体升温吸热、室内环境物料耗热、干燥门溢散热和潮气带走废弃热等。严格地说要经过热平衡测定,以确定单座干燥室包括用于蒸发坯体水分的有效热在内的总给热量,根据总热风道必须具备的稳定温度和额外风压为前提,执行机构将按给热曲线,自动驱动热风装置输入一定比例的热风。笔者制定的给热曲线其行程轨迹就是前面说到的用2/3实际干燥周期送入约一半热量排除等速阶段的自由水,随后用1/3实际干燥周期送入另约一半热量排除降速阶段的气孔水至平衡水为止。
大型室式干燥室必须科学制定与调控热工系统,其设计乃先天之本,是重中之重。假如设计正如上述所说,室内已具备可正、逆转换循环风,风速合理,风量充盈,这似乎显示设计已十分得体,然而非也!笔者认为,只要热风总道的风压低于循环风机之风压,它仅能顺向带补给热循环,而逆向是不可能带补给热的,甚至还会产生回流,其结果是室内干燥不均,周期延缓。更有甚者,有个别室式干燥室除总送热风道风压大大低于循环风机的风压外,循环风量也很不足,风速极慢,生产单位被动采用单向不间断直吹,更造成室内气体分层,干燥不均,干燥周期延长,严重的在最先受风处容易造成湿坯开裂成为废品。
现在大型室式干燥室机器热工自动控制的应用在国内仍处于起步阶段。笔者作为先期实践者愿意向有关设计部门和生产单位做些原理性的温馨提示:
1. 实现多层坯架的单层干燥,制品以高孔洞率的大型烧结砌块
为主,孔洞顺向气流方向。执行正吹——切换静置——反吹——再切换静置的双向循环风轮回运转程序,运行于静置时间(以分钟为计算单位)视制品干燥效果确立。
室内循环风一般用多台轴流风机,对1m2架坯吹进不少于1.2万m3/h,风压考虑能克服架坯及风道系统阻力即可。笔者使用的生产线用的轴流风机的风压是200pa。
室内要执行以正压为主的干燥制度,有利于提高制品干燥的均匀性。
2. 总热风道要做到压力和温度稳定,自动执行机构才能按照
给热曲线驱动闸门开启度提供准确所需热流。
对特殊制品,例如劈离砖坯来说,还要求总热风道内热风具有一定的湿含量,以控制干坯残留水分略大于平衡水,以避免过度干燥产生吸湿回潮分裂,特别是在雨季。
笔者所在生产线总热风道的压力控制在250pa,温度80℃,相对湿度 。这些热工参数是按自身干燥制度来确定的,没有固定模式。如何确保隧道窑在既定干净余热送往干燥室并维持总热风道压力和温度以及湿含量的稳定,当今科技进步,设计部门自有办法,笔者在此不再赘述。
3. 总排潮道不需大的抽力,一般采用轴流风机,由单台或多台
构成。笔者所在生产线总排潮道压力控制在-100pa。单室排潮闸门与热风闸门的开启度同步,显示吞吐气量的均衡性。但是总排潮道控制抽力不大,似乎表示通过闸门的潮气是被室内循环风“挤”出,而非是强力“抽”出,这样室式干燥室就能实施以正压位置的干燥制度,整个干燥过程可观察到从干燥门不严处有微外溢热气现象。
结束语
本文破解等速干燥阶段理论计算公式中未曾出现的两个热工计算式是笔者根据热工原理推导的,请读者审慎使用。对大型室式干燥室全部热工调控是笔者在无专家指导的特殊背景下临急受命,经过努力探索实现长期干燥合格率达100%的最佳效果,但所述热工参数调控也并非是理想最好状态,文中内容仅供参考。

版权所有:【河南欧帕工业机器人有限公司】
本站所有内容受知识产权保护 未经许可严禁转载、复制或建立镜像
中心地址:河南省郑开大道官渡组团 联系电话:0371-60863533
豫ICP备14017777号-3 营业执照 河南省互联网违法和不良信息举报中心